摘要 航空航天是一个国家高端装备科技实力的最好体现,而叶片作为提升航空发动机性能的关键零件之一,其所处地位举足轻重。典型的航空发动机叶片(以下简称叶片)加工主要经过下料、精密铣削、型面粗...
航空航天是一个国家高端装备科技实力的最好体现,而叶片作为提升航空发动机性能的关键零件之一,其所处地位举足轻重。典型的航空发动机叶片(以下简称叶片)加工主要经过下料、精密铣削、型面粗精磨抛等重要的工艺流程。磨抛加工一般作为快速提高叶片表面光洁度与尺寸精度的重要工序之一,受限于国外高端数控装备的首次巨额投资等原因,一般规模企业依旧采用传统耗时长、产能差、加工精度低的手工磨抛方式。为此,国内学者对叶片加工工艺及方法开展了不同程度的研究。
7轴联动数控砂带磨床加工系统
叶片型面7轴联动数控砂带磨床加工系统原理图如图1 所示,为使叶片适应航空发动机大推重比的苛刻要求,叶片型面几何造型较为繁琐复杂,并且表面各刀触点处法向矢量与切向矢量变化频繁。数控砂带磨床的7个坐标轴如图1 所示,叶片单次装夹便可完成包括叶片主型面、叶根圆角、进排气边、阻尼台等诸多难加工区域的磨抛加工,较高程度上提高了叶片型面的磨抛加工精度及自动化程度。其中第7 轴可根据输入NC程序中M 轴数值的不同实时改变磨抛压力大小。
叶片型面刀触点加工余量计算
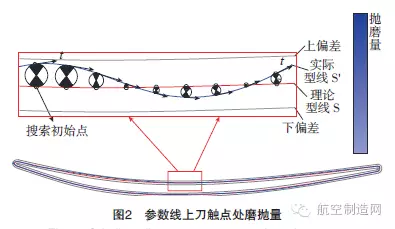
砂带磨削在作业过程中同时有材料切除与提升表面质量的双重作用,因此其在复杂曲面类零件光整加工领域有着不可或缺的作用。本文所应用的砂带磨削方式为接触轮与工件表面相接触,刀具与工件之间的接触方式可近似看作为线接触,此切削方式较其他接触方式相比工作效率更高。分析叶片三维几何模型与精密铣削后的工件,可以计算出各刀触点处的余量分布信息,将此分布信息作为磨抛压力施加的依据进行实际加工试验,以上分析方法具体流程为:
a. 依据实际磨抛精度设定匹配精度并评估计算参数点数目;
b. 将磨抛前待加工工件置于白光测量仪下,依据所设定的测量路径得到刀触点位置信息;
c. 将步骤b 得到的刀触点位置信息进行预处理;
d. 结合叶片三维几何模型、接触轮半径和砂带厚度等信息得到实际磨抛余量分布信息;
e. 计算施加于接触轮上的磨抛压力Fp;
f. 依据步骤e 得到的结果,对叶片型面进行实际磨抛,以达到最终加工目的。
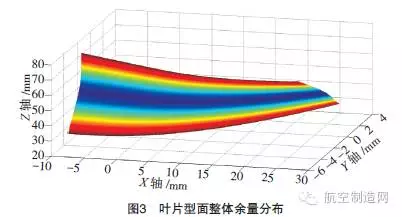
如图3 所示为实际叶片型面整体磨抛余量分布云图,其中红色区域表示叶片型面上余量较多区域,由图可以看出叶片待磨抛余量总体分布于叶片两端进排气边处,其中部余量相对两边较少,故叶片中部施加压力较两边相比较小。
叶片型面刀触点处磨抛压力计算
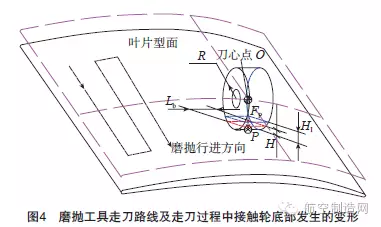
本文采用的磨抛方式为纵抛,如图4 所示,砂带磨抛叶片型面的全部过程中,其刀心点常驻于其型面上方的偏置面上,单就轮型磨抛工具来看,可视为接触轮的刀心点始终被约束于偏置出的叶片型面上,其中偏置距离为砂带厚度、刀触点处的余量及接触轮半径的总和。为适应其导动面位置与形状的实时变化,任一刀触点的法向矢量始终重合于刀位点与刀触点的连线OP,故磨抛轨迹布排方式的不同实则与被磨抛曲面形状无太大关系。
为保证砂带在作业过程中,作用于接触轮上的力Fp不致于过大而导致过切现象。所以接触轮一般采用弹性材料,并行补足了作业过程中由于外部因素如温度、湿度等产生的误差。由于接触轮为弹性材料结合磨削工艺独特的加工方式,作业过程中,轮型工具必定会产生一定程度上的变形。
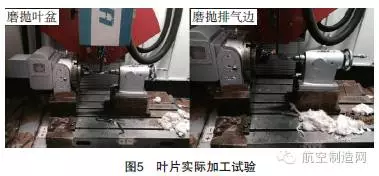
叶片实际磨抛加工试验
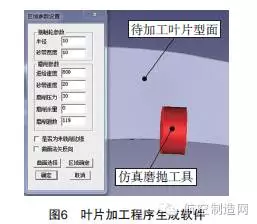
将以上分析方法应用于实际磨抛试验如图5 所示,NC 程序生成软件为笔者基于OCC(Open CASCADE)软件平台开发而成如图6 所示,磨抛加工试验部分工艺参数为:磨料材料为氧化铝堆积磨料,砂带粒度为30 目,砂带规格为3000mm×5mm(周长× 宽度),磨削方式为湿磨,走刀趟数为119 趟,砂带线速度为20m/s, 磨抛工具进给速度为800mm/min。抽取单条极具代表性参数曲线,将测试刀触点数据进行分析如表1 所示。
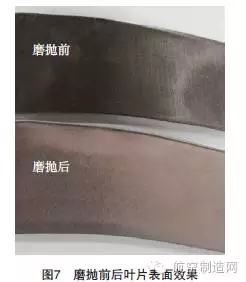
由表1 可以看出磨抛余量计算误差ψ 低于10%,并且接触轮磨抛压力在叶片边缘区域较大,符合以上分析的余量分布云图,经数控砂带磨床磨抛后,检测叶片表面粗糙度与尺寸精度均符合实际抛光打磨要求,并且叶片表面光洁度较高,如图7 所示,具体检测结果如表2所示。
本文首先介绍了7 轴联动数控砂带磨床磨抛加工工艺,并且结合接触轮宽度、弹性模量等磨抛要素优化了机床作业加工时施加于接触轮上的压力,最后经过实际磨抛加工试验,验证了本文分析方法,并且得到一致性较好的叶片型面。
(文章节选自《航空制造技术》杂志,《飞机航空电子系统综合验证平台研究》 作者:杨俊峰 张新冬 张明德 王加林)



 手机资讯
手机资讯 官方微信
官方微信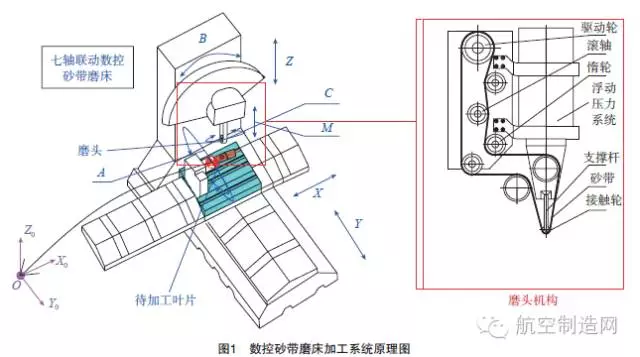











 豫公网安备 41010202002334号
豫公网安备 41010202002334号